5月11日,隨著艉部AG01P分段搭載完畢,威海金陵完成PCTC滾裝船全船單元模塊吊裝定位工作。
該項目需在工序前移方面做大量的工作,將散裝舾裝件設計成單元模塊進行組裝。單元模塊數量多,涵蓋管系倒掛、加熱盤管、機艙設備、獨立箱柜、管路集束等單元,實現管系、設備、通風、鐵舾、電氣的有機整合,可縮短舾裝件船裝施工周期1.5個月。
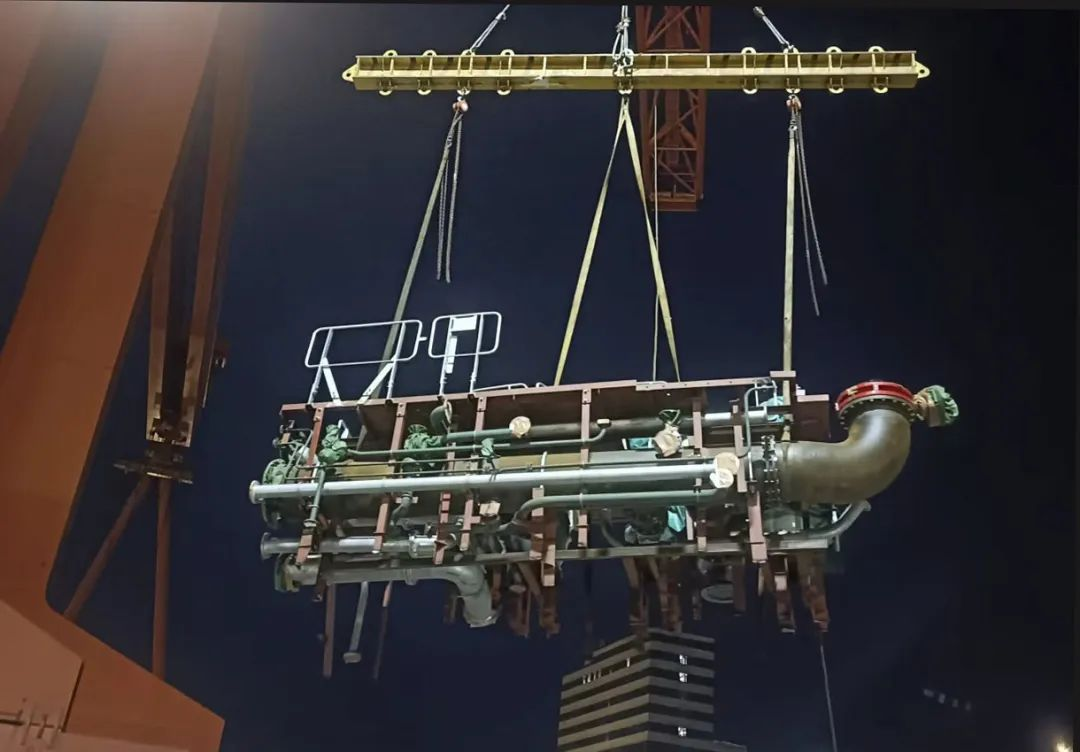
威海金陵根據搭載計劃制定詳細的單元吊裝進艙計劃及工序路徑,確保整體工作有序推進。





5月11日,隨著艉部AG01P分段搭載完畢,威海金陵完成PCTC滾裝船全船單元模塊吊裝定位工作。
該項目需在工序前移方面做大量的工作,將散裝舾裝件設計成單元模塊進行組裝。單元模塊數量多,涵蓋管系倒掛、加熱盤管、機艙設備、獨立箱柜、管路集束等單元,實現管系、設備、通風、鐵舾、電氣的有機整合,可縮短舾裝件船裝施工周期1.5個月。
威海金陵根據搭載計劃制定詳細的單元吊裝進艙計劃及工序路徑,確保整體工作有序推進。





