為了控制船舶自重,提高內部空間利用率,高強度薄板在船舶中得到了大量應用。但是,在現場建造中,薄板焊接對于工藝參數的控制要求高,容易發生收縮、彎曲、翹曲等變形,影響結構的強度和尺寸精度。因此,在船舶薄板結構的建造中,需要引入矯正工藝以控制焊接變形,保證成品質量。傳統的變形矯正技術包括機械矯正法和水火矯正法[1],這兩種方法操作簡單,但依賴于現場經驗的積累,對工人操作技能要求高,限制了薄板結構的建造效率和自動化程度。
近些年來,感應熱矯正技術作為一種新的矯正方法,受到了船廠和研究機構的關注,其生產效率是人工火焰矯正的3~4倍[2],可以在4s內將鋼板加熱到居里溫度(740℃)[3],。該技術可以提高矯正過程的精度,有利于實現薄板焊接變形矯正技術的自動化控制。本文對該技術的研究現狀及其在船舶中的應用進行總結,展望該技術在船舶領域的發展方向。
感應熱矯正技術研究現狀
感應熱矯正技術是基于電磁感應加熱理論發展的一種焊接變形矯正技術,感應器上通過高頻的交流電后,在鋼板上會形成變化的磁場,產生變化的電場,形成感應渦流。在金屬材料電阻的作用,渦流區域產生了熱。圖1是感應熱矯正的示意圖[?]。由于集膚效應,鋼板表面的電流密度較高,在垂直厚度方向上產生溫度梯度,形成集中加熱區。加熱區的溫度可以控制在規定要求范圍內,通過熱應力使得薄板發生塑性變形,實現局部區域的焊后變形矯正。
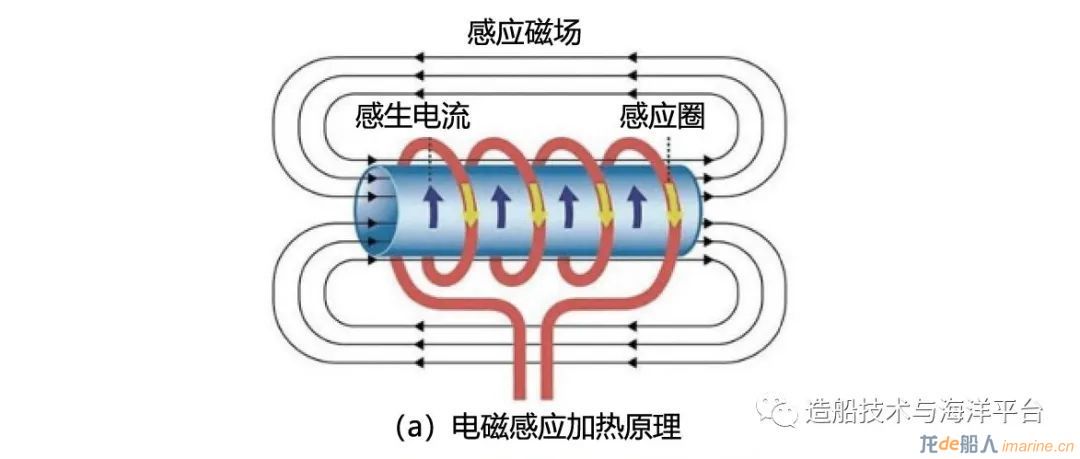
圖1 (a)感應加熱示意圖[?]

圖1 (b)現場實物圖
感應熱矯正技術對人員操作經驗依賴小,設備自動化程度高,可重復多次進行焊接變形矯正,得到了船廠和研究機構的關注。Mark Wells等[?]專門開發了感應熱矯正系統,矯正后有94%左右的甲板在誤差允許范圍內,節省約75%的時間。楊興林等[?]對比分析了火焰矯正和感應熱矯正,如表1所示,感應加熱的矯直性能達到95%,材料的柔性僅減少7%,并且減少了對操作環境中易燃物品的危險。王小龍等[?]結合某型船使用情況,分析了感應熱矯正技術在工效、技術及成本等方面的特點,發現熱感應矯正設備的最大特點在于可對4-8mm板材進行有效的矯正,解決了船體結構薄板大范圍變形的問題。
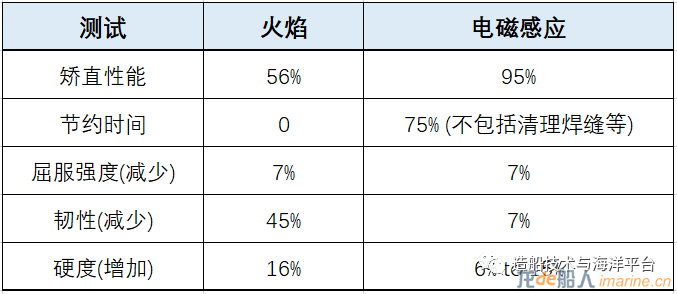
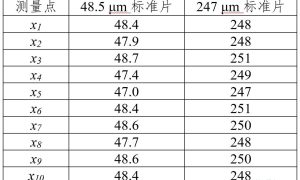
表1 火焰加熱與感應加熱在矯直鋼板過程中的性能比較
感應熱矯正技術涉及熱力學和電磁學的復雜過程,近些年來,借助于有限元分析技術,研究者們定量研究了不同工藝參數對矯正效果的影響,獲得了適宜的矯正參數和工藝方案。劉海華等[?]借助于數值仿真分析方法,可視化研究了感應熱矯正中溫度場和應力場的分布規律,發現線圈電流強度及電流頻率的增加可以有效提高薄板溫升速率,如圖2所示。當電流強度為110~120A,電流頻率為7kHz時,薄板焊接變形可以得到較好的矯正效果。王蕾等[?]通過有限元分析發現,感應加熱位置采用由焊縫向外逐漸加密的分布方式時,矯正效果最佳。
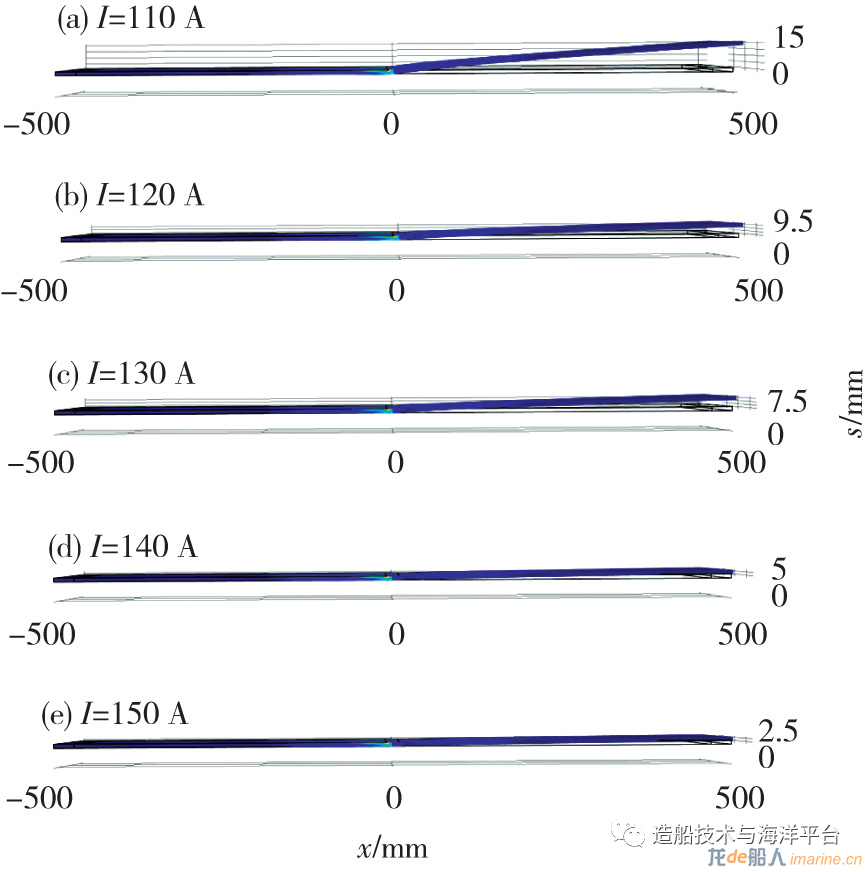
圖2 不同線圈電流強度下 Z 向位移量云圖[?]
感應熱矯正技術的應用
1、T型結構焊接變形矯正
T型結構是船舶構件中一種比較典型的構件,在焊接中會產生面板角變形和縱向彎曲變形,影響構件的后續裝配,有必要對兩種變形進行矯正工作,如圖3所示。
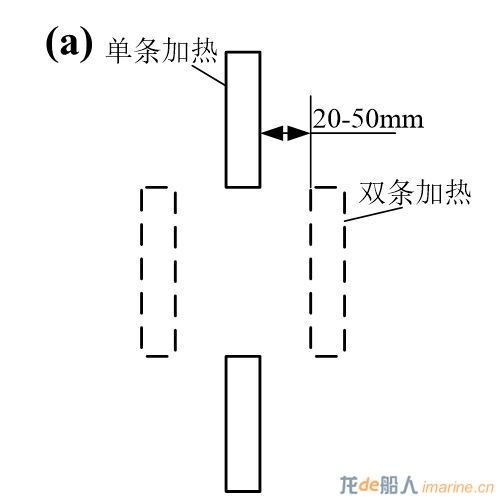
圖3 (a)面板角變形矯正的示意圖
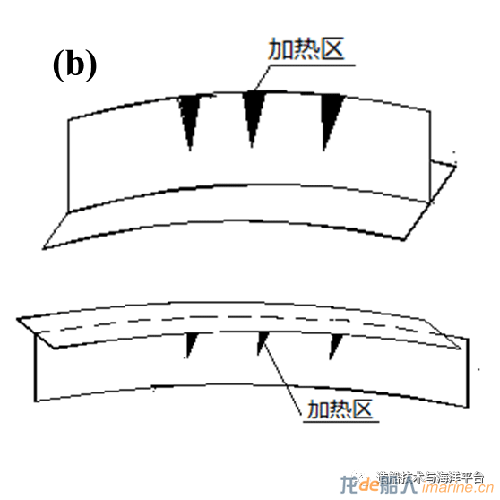
圖3(b)縱向彎曲變形的示意圖
對于面板角變形,可用長條形感應加熱直接在型材背面矯正。加熱線位于骨架的背部,即“背燒”,當變形較小時,可用單條,燒于骨材正背部;當變形嚴重時,可燒于骨材的兩側(距焊縫距離為20-50mm左右)。
對于縱向彎曲變形,可用楔形法矯正,對于變形嚴重的可兼施外力促其收縮成形,加熱的次序按兩端向中間進行,楔形加熱先從凹側開始。
2、板架結構焊接變形矯正
板架結構的焊接變形大致有三種,瘦馬變形、整體波浪變形、板格中的凹凸變形,示意圖如圖4所示。
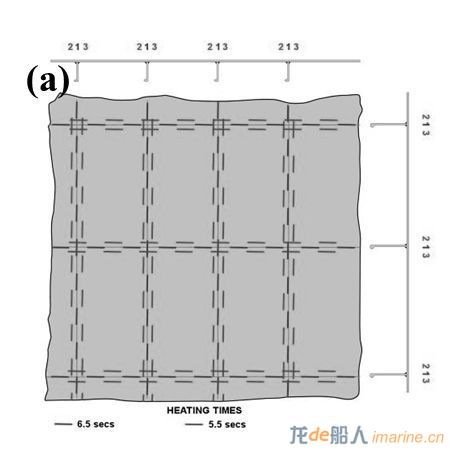
圖4 (a)“瘦馬”變形的示意圖

圖4 (b)整體波浪變形的示意圖
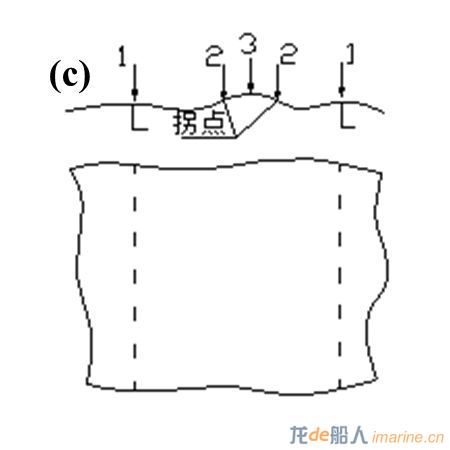
圖4 (c)板格中的凹凸變形的示意圖
對于板架的“瘦馬”變形,在加強筋的正背面板面凸起,在加強筋之間板面凹起。矯正方法與矯正面板角變形的方法相同,用長條形感應加熱,在骨架的背面加熱,即“背燒”。當變形嚴重時,可燒于骨材的兩側(距焊縫距離為20-50mm左右),雙條加熱應與單條錯開距離。
對于板架的起伏波浪變形,整個板架結構呈大范圍的凹凸變形,它的矯正方法是先在凹面兩側的骨架處,用長條形加熱法進行“背燒”,然后在凸出面的骨架之間,用長條形加熱法進行矯正。如矯正后仍未達到要求,可重復進行操作。
對于板格中的凹凸變形,在構件之間產生的波浪變形。矯正時,先在骨架處用長條形加熱法進行“背燒”,然后在變形的凸部與凹部的交界拐點處用長條法進行加熱矯正。
應用前景
感應熱矯正技術是一種快捷、方便且綠色環保的新技術,對于船舶薄板結構具有良好的矯正效果。目前感應熱矯正技術的穩定性亟需進一步提升,可以通過模塊化設計,搭建包括電源、冷卻系統、控制系統和執行機構等模塊的熱矯正設備。如果這種技術能夠在工程中得到廣泛應用,則是綠色船舶建造的一項重大突破。
參考文獻:
[1] 張志英, 江志斌,虞成全. 造船(中鋼板)焊接變形的自動火焰矯正工藝系統[J]. 機械工程學報, 2006, (01): 196-201.
[2] 蘇紹娟,胡勇,王呈方. 船體三維曲面外板成形工藝方法研究進展[J]. 中國造船,2012, 53(02): 211-216.
[3] Wells M. 感應熱矯平——薄鋼板焊接變形矯平方法[J]. 船舶工程, 2009, 31(04): 91-95.
[4] 王蕾, 周宏,關保剛,等. 海洋平臺上層建筑焊接變形及矯正分析[J]. 中國海洋平臺, 2020, 35(04): 86-90.
[5] Wells M,王正,趙亞濤. 船甲板焊接變形矯正新方法[J]. 金屬加工(熱加工), 2009,(20): 16-17+44.
[6] 楊興林, 白曉鋒, 陳寧. 造船焊接變形矯正新方法的探討[J]. 江蘇船舶, 2013, 30(06): 33-35.
[7] 王小龍, 陳紅亮, 何源. 感應矯平設備在薄板變形矯正方面的應用[J]. 廣東造船, 2015, 34(06): 64-65+63.
[8] 劉海華, 白云龍, 李亮玉, 等. 薄板焊接變形中頻感應矯正技術[J]. 材料科學與工藝, 2020, 28(04): 90-96.